

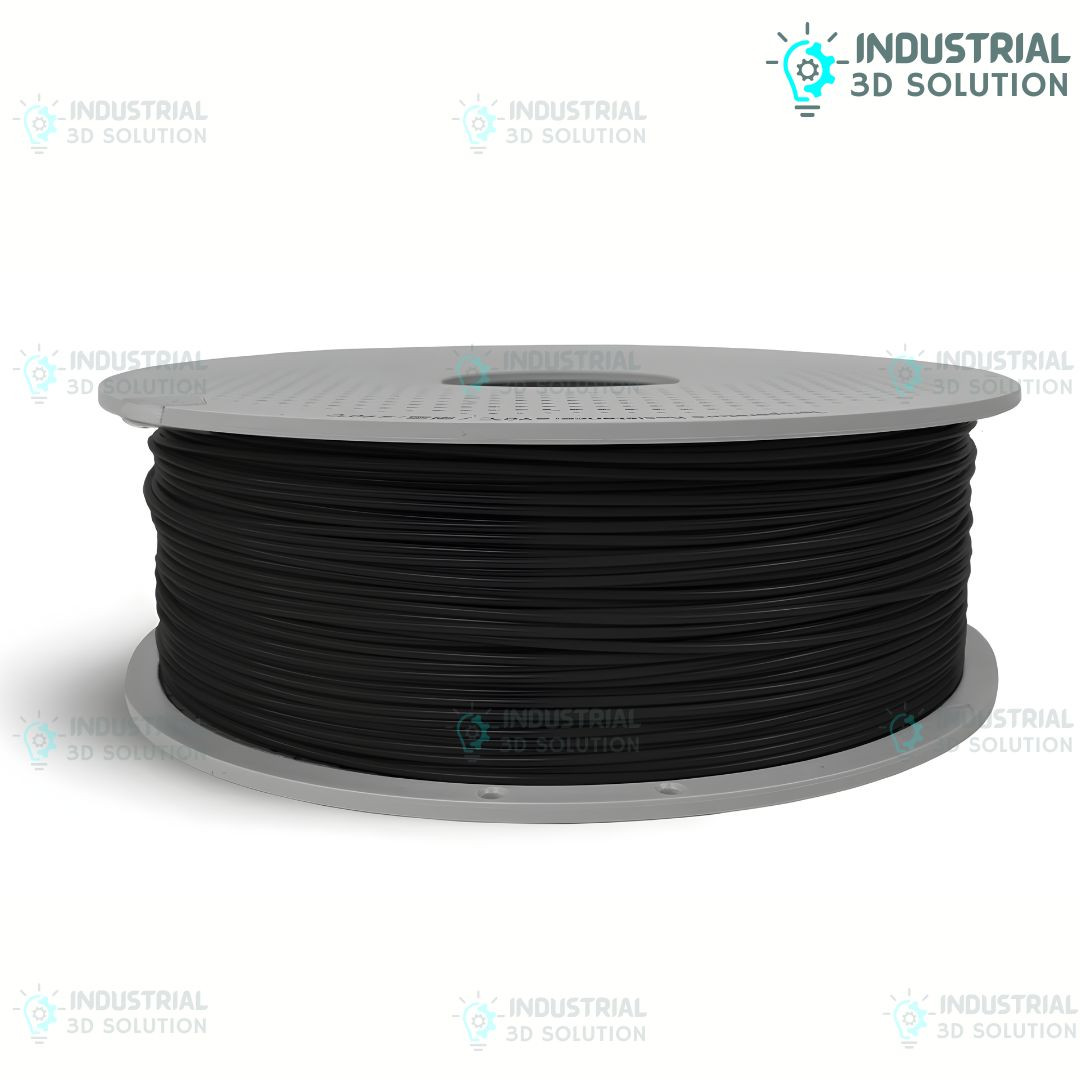
Bambu PETG-CF Carbon Fiber Filament 1.75mm
Inhouse product





Reviews & Ratings
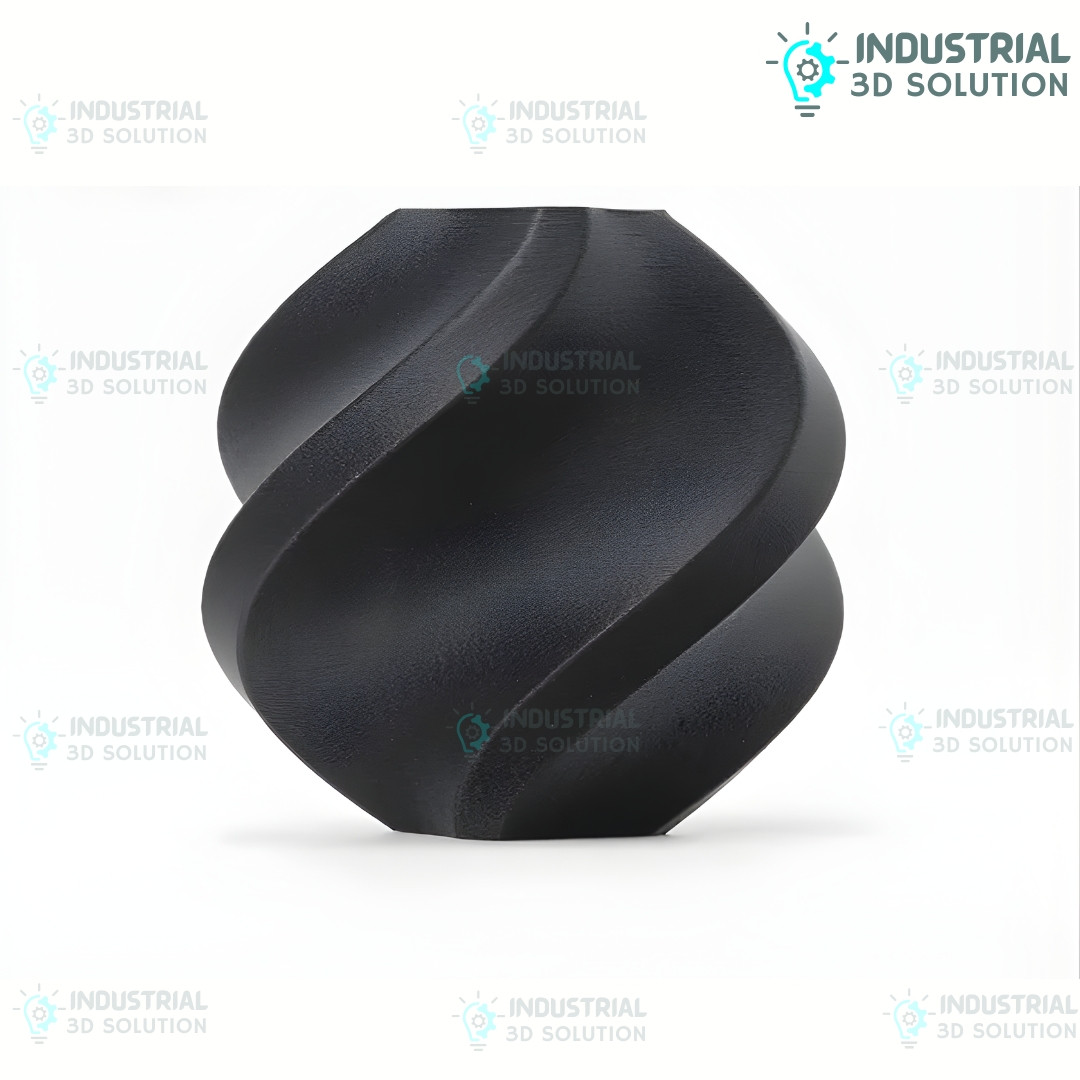
Bambu PETG-CF is a carbon-fiber-reinforced PETG filament engineered to significantly improve the stiffness, strength, and toughness of standard PETG. Designed as an all-rounder among engineering filaments, it is ideal for load-bearing, functional, and mechanical parts that require durability and dimensional stability.
The advanced formulation dramatically reduces clumping and stringing compared to regular PETG, ensuring cleaner prints and more consistent results. It delivers a distinctive carbon fiber texture with a glossier surface finish than PLA-CF, making it suitable for both functional and professional-looking parts.
Key Features & Benefits
Enhanced Strength & Stiffness
Cleaner & More Reliable Printing
Professional-Grade Compatibility
Improved Mechanical Balance
Cautions for Use
Drying & Storage Requirements
Recommended Printing Tips
Technical Specifications
| Material Type | PETG-CF (Carbon Fiber Reinforced PETG) |
| Filament Diameter | 1.75mm ± 0.03mm |
| Spool Type | Basic Reusable Spool |
| Surface Finish | Carbon Fiber Texture (Glossy) |
| Mechanical Properties | High Strength, High Stiffness, Tough |
| Flexibility | Improved compared to PLA-CF |
| AMS Compatibility | AMS 2 Pro, AMS HT, AMS |
| AMS Lite | Not Compatible |
| Nozzle Requirement | Hardened Steel (0.6mm Recommended) |
| Application | Load-bearing & functional parts |
Why Choose Bambu PETG-CF
-
Carbon fiber reinforcement overcomes the low stiffness of standard PETG
-
Improved strength and toughness for structural applications
-
Suitable for mechanical, load-bearing, and functional components
-
Significantly reduced clumping and stringing
-
Consistent extrusion with 1.75mm ± 0.03mm diameter accuracy
-
Premium carbon fiber surface finish
-
Compatible with AMS 2 Pro, AMS HT, and AMS systems
-
AMS Lite not compatible
-
Supplied on a basic reusable spool
-
Combines rigidity with high flexibility
-
Ideal for jigs, fixtures, brackets, enclosures, and engineering prototypes
-
0.2mm nozzle not compatible
-
Stainless steel nozzle not recommended
-
Use hardened steel nozzle only
-
0.6mm hardened steel nozzle recommended
-
0.4mm hardened steel nozzle usable with higher clogging risk
-
Proper drying is mandatory before printing:
-
Blast Drying Oven: 65 °C for 8 hours
-
AMS 2 Pro / AMS HT: 65 °C for 8 hours
-
X1 Printer Heatbed: 75–85 °C for 12 hours
After printing, store the filament in a sealed, dry container with desiccant.
-
Increase infill density for improved Z-axis strength
-
Avoid open-frame printers
-
Do not use excessive cooling fan speed
-
For a shinier surface finish:
-
Use lower printing speeds
-
Slightly increase nozzle temperature
-
-
Higher stiffness and strength than standard PETG
-
Cleaner prints with reduced stringing
-
Durable carbon fiber texture with professional appearance
-
Reliable for engineering and industrial 3D printing applications
Frequently Bought Products

Creality 3D Printer Tool Wrap Kit Pro

Creality Copper Alloy + Hardened Steel 8PCS Extruder K1 Nozzle Kit Upgrade Kit

Creality Ender-3 V3 KE

Neptune 4 Max 3D printer

Elegoo Mars 5 Ultra 3D Resin Printer

ELEGOO Neptune 4 Plus FDM 3D Printer

Creality Ender-3 V3 Plus

Product Queries (0)
Login Or Registerto submit your questions to seller
Other Questions
No none asked to seller yet




